







Current Issue


A guide to architectural metalwork, wrought iron and its restoration
 Our next issue will feature a fascinating insight, exploring metallurgy, production techniques, its architectural and historical context and best practice conservation.
Our next issue will feature a fascinating insight, exploring metallurgy, production techniques, its architectural and historical context and best practice conservation.
Wrought iron, normally produced from pig iron, is a ferrous carbon alloy with a significantly lower carbon content (less than 0.1%) than cast iron or steel. Wrought iron is produced with slag inclusions (the top layer of melt formed during smelting containing oxides and other impurities) which gives wrought iron a characteristic fibrous nature. The slag provides a range of material properties including, toughness, ease of welding, resistance to corrosion, malleability when hot and tensile strength.
There are two main types of wrought iron. Pre the 18th century, Charcoal Iron which was produced in a bloomery using charcoal was primarily used. Its production process resulted in signification variations in its composition. After the 18th century puddled iron, considered the first large scale process in iron production, was becoming widespread in use.

Restoration of Darby’s Great Exhibition fountain nears completion
The fountain known as the Swan and Boy is currently displayed outside the Museum of Iron in Coalbrookdale, Shropshire: just in front of Abraham Darby’s original iron furnaces. It was cast by the Coalbrookdale Company in around 1850, originally for the Great Exhibition of 1851 organised by Prince Albert in Kensington, London. The foundry won an award at the Exhibition. Today it is Listed Grade Two by Historic England.
Click here for the full story
Wrought iron is still available!
So, why use wrought iron? Chris Topp explains: "To the naked eye there is no visible difference between forged bars of wrought iron and mild steel (its modern day equivalent), however wrought iron is not distinguished by its looks but by its working properties and its resistance to corrosion. Wrought iron is softer to forge, as it is workable at a higher heat than mild steel, making it more ‘malleable’ under the hammer.
"However it is wrought iron’s superior weathering properties that are most notable. While wrought iron does, in common with all ferrous metals, corrode in certain circumstances, evidence of its durability and long life expectancy is commonplace in our towns and countryside. Victorian town house railings – wrought iron two hundred years old. Vast ornamental gateways to eighteenth century great houses – wrought iron three hundred years old. Stone cramps on Tudor bridges – wrought iron five hundred years old.
"The simple fact that so much ornamental wrought ironwork survives, often with little or no maintenance, speaks volumes for the material."
Click here for further information.
Bloomeries
The earliest production method of wrought iron was in a bloomery - A stone or clay wall furnace with a pit and chimney. A pipe near the base of the pit allowed for airflow either from a natural source or by bellows. The bloomery required charcoal both as a fuel and as a source of carbon monoxide in the refinement process.
Once the furnace was heated, iron ore would be mixed in a 1:1 ratio with charcoal, and fed into the bloomery. The air forced through the furnace would fuel the fire to temperatures just below iron’s melting point.
The carbon monoxide would force the naturally occurring oxides out of the ore leaving impure metallic iron to fall to the bottom of the furnace, where naturally occurring molten slag ( a compound of silicon, oxygen and other impurities from the ore) which welded together to form a spongy mass known as bloom.
The final refinement stage came from the beating and forging process (blacksmithing) once the iron was removed from the furnace. The hammering and working of the product would drive out some of the slag and turn it into the useable “wrought” iron.
Production was both small scale and expensive. Early bloomeries could smelt no more than a kilo of iron with each firing and had limitations to the temperatures they could reach. It wasn’t until the medieval period and the development of mechanised smelting, that wrought iron production increased.
Blast furnaces
Blast furnaces increased production from around 15kg to 300kg per firing. Bellows powered by waterwheels fed air into the furnace reaching temperatures over 1400˚c which when combined with charcoal was sufficient to melt iron.
The molten iron (now cast iron and of a high carbon content) was then fed out of the furnace into ingot moulds called pigs to cool down. Aptly named pig iron after the billets, it was useless to the blacksmith at this stage, and needed converting back into wrought iron in a finery.
Heated in a furnace, the carbon and other impurities were removed and the iron was worked by repeated hammering and folding until it was sufficiently malleable for the black smith to use.
The quality and output of iron increased and production became cheap enough in the mid 1600’s for it to be used in a variety of applications. With the increased demand, a charcoal shortage ensued in the late 17th century and alternative smelting methods were developed.
Abraham Darby, famous for his Coalbrookdale furnaces, started to use a purified form of charcoal called coke to fuel production. Carbon no longer contaminated the iron with impurities formed when burning with charcoal and furnace efficiency improved greatly.

Memorial gun restored as tribute to VC’s valour
In the centre of Chepstow in Monmouthshire, sited next to the town’s War Memorial, is a second memorial that commemorates the bravery of local seaman William Charles Williams at the Battle of Gallipoli during World War One. The memorial is a captured gun from the German U-boat UB91 and was donated to the town by King George V in Williams’s memory.
Click here for the full story.
Puddled Iron
In the early 1780’s, ironmaster Henry Cort, started to develop alternative refining processes for converting pig iron to wrought. In 1784, he patented the reverbatory furnace (separate chambers for fuel burning and refining) and the puddling technique, which eliminated charcoal from wrought iron production.
The puddling technique involved the molten cast iron being manually stirred in a hearth to agitate and remove the carbon via the oxidised gases within the furnace. The resulting mix of low carbon content molten slag and iron was then collected in large lumps and removed from the furnace to be rolled to form iron bar which could later be worked.
This large scale production technique enabled the significant expansion of iron use throughout Great Britain, responsible in part for some of the momentum behind the Industrial Revolution. At the same time, steam power developments meant furnaces could now produce great quantities if quality wrought iron for use on construction.

Thames-side lions roar again
Last year saw the opportunity taken to restore historic bronze mooring points on the Thames Embankment between Westminster and Blackfriars bridges. The work was carried out by Dorothea Restorations and included repair of decorative bronze lions.
Click here for the full story
History and architectural applications
The earliest documented iron items are a series of small beads dating back to around 3000BC. Discovered in Northern Egypt they were formed from meteoritic iron and shaped through hammering. The Iron Age in Northern Europe however, is dated to have begun somewhere between 1100 and 800BC.
Commonly considered to have occurred directly after the Bronze Age, historians now argue ironworking techniques were perfected alongside bronze manufacture. Weapons and tools were now being made predominantly from iron.
The same extraction and refining techniques, honed in Britain between 800BC and 43AD remained practically unchanged until the development of the blast furnace in the 15th century. Small scale and expensive, wrought iron use was confined to coins, ornaments jewellery and some fixtures and fittings in ecclesiastical and noble dwellings. Some of the most elaborate examples of locks and keys were worked from iron.
Architectural and decorative wrought ironwork really took off in the Middle Ages. In the 13th century, a new technique called stamping was developed, which allowed patterns to be produced by hammering wrought iron into a detailed die. Rosettes, leaves and faces were commonplace designs. Later iron could be cut into shape.
Doors and windows were soon covered with intricate scrolls, curves and crescent primarily for security and reinforcement against invasion. It was used for moving parts such as hinges, handles and machinery, strap joints in timberwork and for tie rods in masonry.
After the blast furnace, craftsmanship reached new heights and ironwork became increasingly sophisticated and decorative. Baraoque styled, it began to be used for stately gates and railings, balconies and patios.
Following Colt and Darby’s innovations in the late 1700’s a mix of cast and wrought ironwork, hit an all-time boom. Decorative architectural wrought iron was now commonplace across many British cities.
The advent of steam power and mass production saw railways and canals spring up across Britain with great momentum in the 1800’s and demand for wrought iron further increased. 25,000 bridges were built between 1830 and 1855 and a mixture of cast and wrought iron were used widely to support the new steam trains.
Wrought iron continued to be used in many prominent buildings and structures across Britain during the 1800’s but eventually cast iron, which was cheaper to produce en masse, overtook wrought iron in decorative and structural applications.
The turn of the century, a few catastrophic structural cast iron failures and innovations in the mass production of cheap mild steel saw the age of both cast and wrought iron dissipate. The last wrought ironworks ceased production in the early 1970’s and all subsequent wrought iron available is now recycled, only obtainable from a single producer in the UK.
Restoration Techniques
As evidenced, architectural ironwork had a huge range of applications from ornamental to structural. This, paired with historical significance will determine any conservation plan and have obvious implications on which restoration methods, if any, may be employed.
Since wrought iron is now only available as a recycled material, its retention and sympathetic restoration is even more important. Generally, the aim is to stabilise, halt or slow further deterioration through cleaning or recoating and where necessary repair.
Mechanical Cleaning
Needle guns and descaling chisels can quickly and efficiently remove thick layers of paint and rust. Nominal dust is produced making it a suitable method when dealing with ironwork covered in hazardous lead based paints. Care does need to be taken however as there is a significant risk of surface damage.
Water-based Cleaning
An effective way to remove oil, rust, loose paint and dirt warm/cold and high pressure water jetting are all techniques employed with wrought ironwork. Detergents can also be added when necessary to help remove any build-up of salts and oils.

Ironwork doesn’t have to be painted black
In December 2014 Arroll and Snell, architects for Shrewsbury Roman Catholic Cathedral, asked TOPP & Co. for ideas regarding guard railings and gates to a new entrance and external staircases to the cathedral, as part of a major redevelopment of access and circulation within the building.
Click here for the full story
Blast Cleaning
Dependent on application, a variety of abrasive mediums are used in blast cleaning, carried in a stream of high pressure air and propelled towards the ironwork. Whilst fast and effective it is also particularly aggressive.
Dry blast cleaning is primarily only used where wrought iron is serving a structural purpose and where there is no fine detailing that could be damaged. Water is often added to provide a cushioning effect particularly useful when dealing with fine ironwork, though it does slower and less effective.
Flame Cleaning
Flame cleaning is particularly suitable for wrought iron. The treatment involves heating the iron to soften and remove the paint layer and any loose rust or mill scale - useful when dealing with ornamental and delicate wrought ironwork.
Chemical Based Cleaning
Phosphoric acid based chemicals can be applied to the surface of wrought iron to remove a build-up of corrosive material and old paint. Great care needs to be taken to avoid accumulation of chemicals in the micro structure of the iron.
Chemical baths involving a mix of acid and corrosion inhibitors can also be employed in some circumstance but require dismantling the ironwork into individual components.
There is an argument against chemical cleaning methods where possible. The process can remove the mill scale layer from the iron, which acts as a natural protective layer against corrosion.
Forge welding
Forge welding is the traditional method for forming and repairing wrought iron whereby two sections are brought to a high temperature in a forge and hammered together, normally by hand, to form a joint. This type of repair normally recovers about 80% of the original component strength.
Whilst the most unobtrusive and preferred method, it isn’t always possible to dismantle and move larger pieces of wrought ironwork to a hearth. In such instances, other in situ repair techniques would be employed instead.
Hot set riveting
Another traditional joining technique, conical or round head rivets are heated until white hot and placed through pre drilled holes. Still hot, the rivet expands to fill the hole and the protruding end is hammered, either by hand or using a hydraulic tool on larger sections, until it forms a head over the other side. Left to cool, the rivet contracts pulling the two sections together forming a tight joint.
Arc Welding (MMA, MIG and TIG)
Modern welding techniques are often used instead of forge welding for in situ repairs and in the case of structural components. Care needs to be taken to choose a suitable alloy.
Manual Brazing
Suitable for small scale non-structural repairs, manual brazing uses a bronze or brass filler rod coated in flux. The iron is flame heated to around 600˚c and the filler then melted and applied on or near the joint in need of repair using a gas flame. To braze metals together a very tight joint must form so as the filler can be drawn in successfully.
Article published with the kind permission of Dorothea Restorations. With thanks to Geoff Wallis of G Wallis Conservation for the use of his material in the research and production of this article.
For further information visit www.dorothearestorations.com
You can find an expert in traditional metalcraft in your area here or under another suitable category in our online directory.
Conservation of The Boat House at Cliveden
The boat house is a one-storey, Victorian building built in the 1860s in the estate style of G. Devey, which is used to store one large boat and other items such as tables, life jackets and building materials.
Click here for further information.

Industrial Heritage Support Officer for England project receives funding for 2025-2026
The Industrial Heritage Support Officer (IHSO) role has been awarded funding to enable it to continue its work to preserve England’s industrial heritage in the year April 2025 to March 2026.
The IHSO project, which began in September 2012, is funded by Historic England and the Association for Industrial Archaeology (AIA) and managed by the Ironbridge Gorge Museum Trust (IGMT). It aims to support the approximately 600 industrial heritage sites open to the public in England.
Click here for further information.

Rare examples of painted railings preserved at Bath Abbey
The Abbey Church of Saint Peter and Saint Paul in Bath (Bath Abbey) was founded in the 7th century: originally as a convent and later becoming a monastery. Monks fleeing reforms in France in the mid 10th century were given the church in Bath by King Edward I. During the early 12th century a building on a grander scale began to be built, dedicated to St Peter and St Paul, with work taking around 50 years to complete
Click here for further information.

Magdalen College tower regains 16th-century lustre
Conservation specialist Peter Meehan ACR relates the story of the restoration of a storm damaged pinnacle in Oxford
Magdalen College is part of the University of Oxford and is located in the centre of the city to the east of the river Cherwell, with the Great Tower – also known as Magdalen Tower – sitting next to the High Street. The tower is an iconic piece of the college’s architecture and is currently listed Grade One by Historic England as part of what is known as the ‘Range’.
Click here for further information.
Restoration of heritage iron and lead windows on site at the
Grade II-listed Pro-Cathedral in Bristol
The existing cast iron windows had been left for over 50 years. During this time the paint had deteriorated, glass broken, putty fallen out and some rust jacking of the cast iron members. Due to budget constraints the works were carried out on site.
Click here for further information.

Careful conservation allows candelabra to shine again
The Church of St Michael and All Angels is in Skelbrooke, a small village to the north of Doncaster, beside the A1 trunk road. The church is listed Grade II by Historic England, with a chantry chapel recorded on the church site as early as 1338.
Click here for further information.

Historic lantern now lights the way to a healthy lifestyle
The ‘Ye Olde Wine Shoppe’ building in the centre of Swansea is now a Holland & Barrett store. The building has been undergoing refurbishment works, undertaken by QI Refurb and Contracts Ltd based in Telford. They contracted Historic Metalwork Conservation Company, initially to carry out a condition report on the decorative lantern suspended outside the front of the store, along with recommendations for its repair.
Click here for further information.

Decorative panels are brought back into use
Dorothea Restorations have shared the story of their restoration of decorative hand-made panels, which are ‘simple in design but showcase the skills of the blacksmith’ who made them
Click here for further information.

Historic metalwork specialists repair the Maclagan Crozier
When the Crozier head on Lichfield Cathedral's Maclagan Crozier had broken away from the central stem, as a result of the screw thread being overtightened, the cathedral's treasurer appointed Shropshire-based Historic Metalwork Conservation Company (HMCC Ltd) to carry out the repair.
Click here for further information.

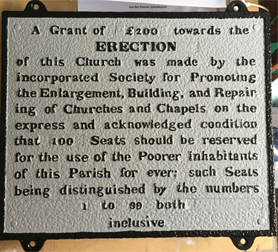
Original wording revealed on Framilode plaque
Conservation work by Historic Metalwork Conservation Company has revealed the original wording on a cast iron plaque originally erected in the porch of St Peter's Church in Framilode in 1854.
Click here for further information.
Important ironwork set for conservation programme
St Peter’s Church in Daylesford, Gloucestershire – close to Stow-on-the-Wold – is a Grade One-listed building and is now redundant, coming under the care of St Peter’s Daylesford Charitable Trust.
Click here for further information.

Votive Candelabra at Weybourne Church, North Norfolk
The candelabra stand at Weybourne Church is located in the north aisle, originally the Saxon nave, which is one of the oldest parts of the priory church still in use. The votive stand was commissioned in 2013 by Maggie Broad, in memory of her husband Peter and with the approval of the Parochial Church Council and the Chancellor of the Diocese.
Click here for further information.

Historic colliery boiler gets some TLC
The Califat boiler in Swannington, Leicestershire, gets its name from its association with the Califat Colliery, also known as Coleorton No 2 colliery. It sits in the Califat Spinney to the north of the village and is of national significance. The boiler is a rare survivor of the first type of commercially successful steam engine, the Newcomen atmospheric engine. Only six are currently known to survive.
Click here for further information.

Conservation principles for heritage forged and cast ironwork
Using the NHIG Conservation Principles will help ensure high standards and appropriately carried out work.
The principles are for use by all those involved with heritage ironwork projects including Custodians when commissioning work, to select the right people to work with by ensuring they implement the NHIG Conservation Principles for all their restoration work.
Click here for further information.


School’s light shines forth once more
Hatherop Castle, near Cirencester in Gloucestershire, dates from the late-16th or early-17th century. It was partially rebuilt by the architect Henry Clutton between 1850-1856 for the Baron de Mauley.
Inside the main school building is the Dr Moorhead Room: a grand space named after a former headmistress. Fitted to the end walls of the room were two pairs of Victorian wall lamps. They had become in need of some conservation treatment, so were removed during a recent programme of renovation work to the room.
The Historic Metalwork Conservation Company was engaged by the school to carry out the conservation work on the wall lights.

Dorothea Restorations complete conservation of new gaol gates at Wapping Wharf
As part of the regeneration of Bristol’s Wapping Wharf, Dorothea Restoration has now completed the conservation of the new gaol gates which stand at the southern end of the site. The Grade II listed Gatehouse is to form a new pedestrian path to lead into this interesting and vibrant site of new homes and businesses.
VISIT OUR ASSOCIATED SITES
![]()
![]()
![]()